
4. Welding process
(1) Preparation before welding 1 Before welding, the scale, rust and other contaminants within 20 mm of the inner and outer surfaces of both sides of the groove shall be cleaned until the metallic luster is exposed. 2 Accurately fix the bottom plate, web and cover plate (the gap between the web and the bottom plate and the cover plate is 2mm). 3 Adding (extinguishing) arc plates at both ends of the assembled H-shaped steel, each arc-extinguishing plate is cut off after welding to avoid the defects generated during the arc-extinguishing process affecting the quality of the flaw detection.
(2) Welding parameters See Table 5.

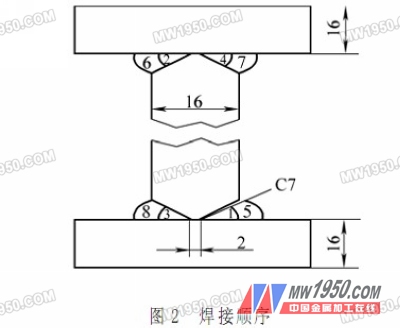
5. Welding sequence
As shown in Fig. 2, 1 to 2 lanes are CO 2 gas shielded welding base, 3 to 4 lanes are reverse surface root welding, and 5 to 8 lanes are submerged arc welding cladding surfaces.
6. Welding operation implementation
(1) The bottom welding uses a small welding current to make the bottom, and the angle of the welding torch is about 90°, which can prevent the molten iron from flowing to the front of the arc to ensure the quality of the root of the weld. First, the arc is led on the arc striking plate, and then welded at normal speed. Each joint must be ground with a grinding wheel to facilitate the connection of each joint to prevent incomplete penetration.
(2) The reverse root cleaning and welding use carbon arc gouging to clean the defects on the back of the weld, and then carefully grind it with a grinding wheel to ensure that there is no defect before the bottom welding. When bottom welding, use a small current to quickly weld to prevent burn-through, carefully clean the weld with a shovel, and ensure that there is no defect before filling welding. When filling welding, it is necessary to properly transport the strip to ensure that the weld can be better fused.
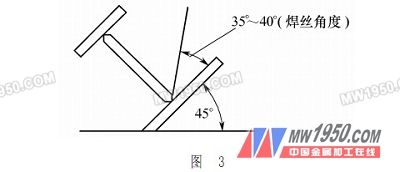
(3) Submerged arc welding cover surface H-shaped steel bottom plate, so that the weld seam becomes ship-shaped welding, and then adjust the welding wire angle to find better arcing point, prevent the root from being infiltrated and other defects, select the welding parameters of Table 5. , welding four welds in turn, see Figure 3.
Third, the conclusion
(1) According to this process, the H-beam of the angle cage dam bridge is welded, and the pass rate of the weld is 95%, and the appearance is beautiful. We have successfully completed the welding of all H-beams and have been put into use.
(2) The facts show that the analysis of the welding of the H-beam of the angle dam bridge is correct, and the welding process formulated and implemented is reasonable.
(3) The successful welding of the H-beam of the angle cage dam bridge provides a scientific basis for us to formulate similar H-steel full penetration welds in the future, and has great reference value.
Previous page
Magnet Red Mark,Magnet Red Mark On North Pole,Ndfeb Magnet Red Mark On North Pole
Sunny Fore Magnet Company Limited , http://www.jmmagnet.com