
In view of insufficient water pressure of the quenching machine, insufficient cooling or misoperation, the quenching button is pressed, the induction coil is easily burned out, and the running speed of the trolley for dragging the workpiece is not uniform, so that the quenched workpiece cannot meet the corresponding technical requirements for improvement.
1. Improve the vision
Now add water pressure relay and solenoid valve control relay. Only when the water pressure is sufficient, the solenoid valve can be turned on, the cooling water can be sprayed out, and only the solenoid valve control relay coil can be closed before the quenching heating equipment can be turned on to realize the conditions of quenching and cooling water. Control so as not to burn out the induction coil. Adopting frequency converter speed regulation, the feed parameters are visible, adjustable, easy to operate, and the bed on the quenching trolley is driven at a constant speed. According to the different size of the bed and the quenching depth, the frequency conversion speed regulation grade F1~F20 gear position is set. A total of 20 sub-files are set up to realize parametric control to solve the problem of multiple feeds of different workpieces and meet the technical requirements of quenched workpieces. The quenching machine drive mechanism is shown in Figure 1.
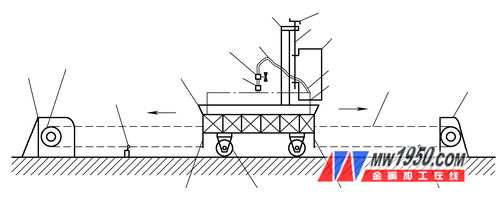
Figure 1 Quenching machine drive mechanism
1. Reducer 2. Main drive wheel 3. Limit SQ1 4. Workbench 5. Pressure relay 6. Solenoid valve 7. Hose 8. Vertical guide rail 9. Lifting handwheel 10. Screw 11. Transformer 12. Induction Coil 13. Workpiece 14. Drive chain 15. Fixed end 16. Limit SQ2 19. Limit baffle 18. Wheel
Figure 2 switch button meaning: SB1 emergency stop button; SB2 solenoid valve stop button; SB3 solenoid valve open button; SB4 drag motor stop button; SB5 drag motor forward button; SB6 drag motor reverse button; SB7 quenching Open button; SB8 quenching off button.
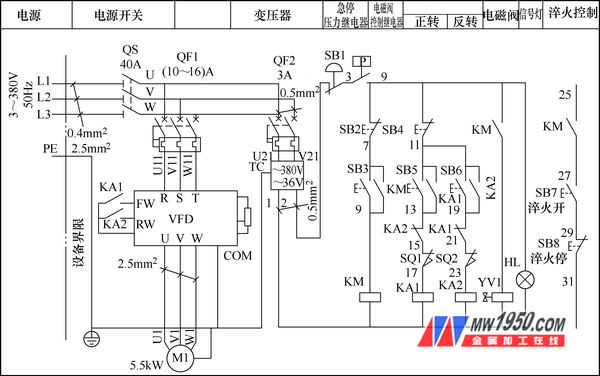
Figure 2 Principle of electrical control of quenching machine
2. Quenching machine working process
Under normal water pressure conditions, the pressure relay is closed, 3~9 is turned on, providing conditions for the quenching machine work; then the workpiece is aligned, the inverter running speed is set to 10r/min, and the SB5 and SB6 button switches are used to open and drag. The motor moves forward and backward to find the workpiece; press the SB3 push button switch, the solenoid valve control relay KM is turned on, the cooling water works to spray water, 25 to 27 is turned on, ready for workpiece quenching; terminals 25, 31 are high The remote control interface of the frequency induction heating power supply (outsourcing independent heating equipment), only the two terminals are turned on, the high frequency induction heating power supply can start working; press the SB7 button switch, the SB5 button switch in sequence, the workpiece quenching starts, to be touched When the limit switch SQ1 is pressed, the operation stops, and the SB8 push button switch is pressed to terminate the workpiece quenching.
3. Optimize the design
(1) In the quenching control, the normally open contact of the solenoid valve control relay is connected. Only the solenoid valve is turned on, and after the cooling water is sprayed, the high frequency induction heating power source can be turned on to prevent the induction coil from being burnt out by mistake.
(2) Design the SQ1 and SQ2 limit switches and the limit switch stroke is adjustable, which can effectively control the stroke range of the quenching car and improve the safety performance.
(3) Using the remote interface of the high-frequency induction heating power supply, the quenching control terminals 25, 31 are connected into the operation panel, and the SB7 and SB8 push button switches are designed to control the start and stop of the high-frequency induction heating power supply; and the SB1 to SB8 push button switches are designed in Easy to operate on the same operator panel.
(4) Designing the pressure relay to detect the cooling water pressure, as a precondition for the relay of the solenoid valve relay and the drag motor, greatly improving the safety of the whole device.
4. Conclusion
The quenching machine has been put into use for a long time. It mainly performs high-frequency quenching hardness (40~50HRC) on the bed of CK6125, CK6130, CK6132, CK6140 and CK6150 CNC machine tools. The equipment is easy to operate and reliable.
The production process of copper in China is dominated by copper concentrates and pyrotechnic smelting of blister copper. The status quo is that the processing capacity is greater than the smelting capacity, smelting capacity has greatly exceeded the support capacity of copper concentrate, copper concentrate resources and scrap copper imports are required. Statistics show that in the 21st century, the output of domestic copper concentrate has not been significantly increased, maintaining an annual output of 600,000 tons (copper content, the same below), by the end of 2007 will form nearly 3.7 million tons of smelting capacity, far exceeding By then China's copper concentrate resources and the protection of the capacity of the international market may provide the amount of copper concentrate. The production capacity of copper mines in China can only meet 40% of the smelting capacity.
Electronic Industrial Copper,High-Purity Electrolytic Copper,Construction Industry Copper,Sophisticated Pure Copper Plate
Ningxia Tongji International Trade Co.,Ltd. , http://www.tongjiinternational.com