
High-density, high-density cotton-dyed oxford fabrics with repeated washing quality changes
1 Zhang Jianbo Li Youxiang Zhang Shougang 2 1 1 Feng Lijuan Geng Choi spent 1
(1. Lutai Textile Co., Ltd. Shandong Zibo 2551002. Qingdao University, Qingdao 266071, China)
Abstract: Firstly, two kinds of high-density and high-density cotton-dyed oxford fabrics processed by different finishing methods (soft, soft ammonia, soft-free, liquid ammonia-free, liquid ammonia-tidal cross-linking finishing) are washed with different times. The test compares the physical properties of the fabric such as breaking strength, tear strength, appearance flatness, gas permeability, and water absorption. The test results show that: the liquid ammonia tidal cross-linked oxford fabric has good washing durability, flatness after washing, air permeability, strength and gloss, but the water absorption is poor; the fabric in the weft direction is more than the single yarn. Tear strength, washability have advantages, and durability is strong, and there is little difference in other aspects.
Key words: oxford fabric; finishing; washing; moisture crosslinking; detection; physical properties; washability
Oxford woven is a kind of weaving method of fabric. It adopts weft-flat or square-level structure. It has the characteristics of easy washing and quick drying, soft hand feeling, good moisture absorption and comfortable wearing. Because the earliest Oxford University student uniform shirts were named after this cotton fabric.
After washing, the woven fabric of Oxford woven fabric is more loose and soft. After repeated washing, the fiber elastic modulus, fiber bulkiness, polymerization degree, and inter-fiber saturation force change. After repeated washing, the breaking strength, tearing strength, washing appearance and resistance Grindability and the like also change. Oxford textile fabric shirts are stronger and more wear-resistant than ordinary plain-textile shirts. They are generally worn for a long time and have many washing times. In this paper, the quality change trend of fabrics after various finishing processes is increased with the increase of the number of washings.
1 test
1.1 fabric
Sample A: warp combed cotton 80S/2× weft combed cotton 80S/2, dense 160/inch × weft density 72/inch oxford
Sample B: warp-knitted cotton 80S/2× weft combed cotton 40S/1, densely packed 160/inch × weft dense 72/inch oxford
1.2 equipment
WHIRLPOOL automatic washing machine, dryer; Y511B fabric density mirror; ZB01B disc sampler; Elmendorf tear strength meter; Housfield universal strength machine; YG (B) 461D-II type gas permeability tester; AATCC rating observation board; Shirley type wrinkle recovery instrument.
1.3 finishing process
Take the A and B fabrics of 1.1 in 10 meters and arrange them according to the following finishing methods:
a, soft process: burn off → mercerized → soft tenter → pre-shrink
b, liquid ammonia soft process: burning back → mercerizing → liquid ammonia → soft tenter → pre-shrink
c, non-ironing process: burning back → mercerizing → rolling resin tenter → baking → (washing, tentering) → pre-shrinking
d, liquid ammonia non-ironing process: burning back → mercerizing → liquid ammonia → rolling resin tenter → baking → (washing, tentering) → pre-shrinking
e, liquid ammonia tide cross-linking process: burning back → mercerizing → liquid ammonia → tide cross-linking → tentering → pre-shrinking
1.4 performance test method
Washing according to AATCC 135-2004, density according to ASTM D3775-2008, mass per unit area according to ASTM D3776-2009, tear strength according to ASTM D1424-2009, breaking strength according to ASTM D5034-2009, gas permeability according to ASTM D737-1998 (2007) Water absorption according to AATCC79-2007, flatness according to AATCC124-2009, wrinkle recovery angle according to AATCC 66-2008 test.
2 test procedure
(1) The fabrics of various finishing processes are washed 5 times, 10 times, 30 times, 80 times, and 100 times, respectively.
(2) The washing and drying method is carried out according to the test conditions of (1) (IV) (A) i of AATCC 135-2004, that is, washing at a temperature of 49 ± 3 ° C of a conventional/thick cotton fabric, and the drying condition is drying in a cotton drum.
(3) After the washing, the same fabrics with different washing times are tested according to the method of 1.4, and the fabrics are detected at the same time before and after washing.
(4) Before the test, the humidity is adjusted by 21±1°C and 65±2% RH as required by ASTM D1776-2008 “Standard Atmosphere for Textile Testing†for more than 4 hours.
3 test results
3.1 Changes in density before and after repeated washing of fabrics
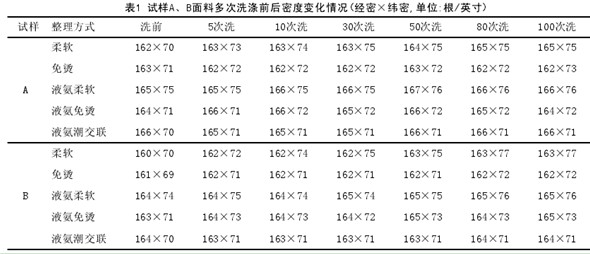
It can be seen from Table 1 that compared with other finishing methods, the soft finishing Oxford fabric has poor stereotype, and as the number of washings increases, the warp and weft gradually shrink and the density increases. After 100 washes, the density was increased by 3 more than before washing, that is, the average zonal shrinkage was 2%. The weft density of the two fabrics was increased by 5 and 7 respectively, and the average warp shrinkage was 7%.
After the cotton fiber is finished by liquid ammonia, the cross section is flat from the flat shape, the fiber becomes thicker, the wrap angle between the warp weft yarns increases, the warp and weft density of the fabric increases, and the liquid ammonia softness is 3 to 4 more than ordinary soft. The liquid ammonia is hotter than the normal one. The liquid ammonia has a good stereotype. For example, compared with ordinary softness, the liquid ammonia soft finishing fabric has a relatively small shrinkage after washing.
The woven fabrics of scouring fabrics, such as non-iron finishing, liquid ammonia-free finishing and tidal cross-linking, are better in stereotypes due to resin cross-linking, and the warp and weft density is less increased, especially the tidy cross-linking finishing, almost no increase.
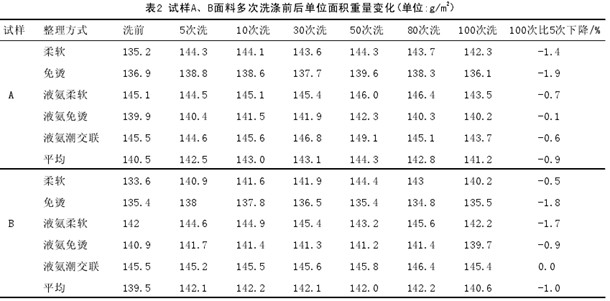
3.2 Changes in weight before and after multiple washings of the fabric
It can be seen from Table 2 that before the 50 times of washing, the soft fabric has a slight increase in weight with the increase of the number of times of washing, and the number of times of washing after 50 times of washing is decreased. The reason for the analysis is that before the 50 times of washing, the fabric shrinkage rate is large, and the warp and weft density increases to cause weight increase. After 50 times of washing, the number of times of washing is increased, and the fabric has become stable and no longer shrinks. However, after repeated washing, the yarn is fluffy, the fiber is damaged during rubbing, and the hairiness is easily washed away, resulting in weightlessness.
The weight gain was generally increased after 5 washes, mainly related to the washing shrinkage rate, so the weight loss rate after 100 washes and 5 washes was more representative. All sorting methods have weight loss after washing, especially soft finishing, non-iron finishing, liquid ammonia soft finishing weight loss rate of about 1% on average, liquid ammonia non-scalding and moisture cross-linking can be controlled within 1%.
Compared with different finishing methods, it can be seen that the tidal cross-linking ratio is about 7.5% higher than that of soft and non-iron finishing fabrics. The main reason is that the amount of tidal cross-linking finishing auxiliaries is more, and the absorption auxiliaries are more weight-increasing.
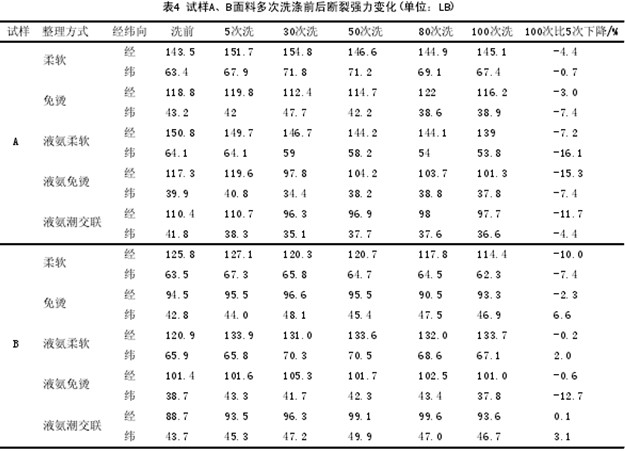
3.3 The strong change of fabric before and after washing

It is obvious from Table 3 that as the number of washings increases, the tearing strength tends to decrease, with an average decrease of about 40%, but the average strength of the moisture cross-linking finishing is only about 15%, which is because of the tide process. Water is more likely to break up some weak links inside the fiber, and the intermolecular cross-linking that occurs in this state is more uniform, so its strength is less affected by washing.
The breaking strength is less than that of the tearing strength after washing. It can be seen from Table 4 that after washing 100 times, the two fabrics only decreased by about 5% on average. The softness and softness of liquid ammonia are much lower, about 10%, while the types of non-scalding (including moisture cross-linking) are basically unchanged. The main reason is that cross-linking occurs between the molecules without ironing, and the fibers are relatively soft and compact.
Different finishing methods, but after the non-scalding or moisture cross-linking finishing, the breaking strength is reduced by about 30%, such as sample A soft, liquid ammonia soft warp direction 140LB, weft direction 65LB, and no hot or wet cross-linking To 115LB, about 40LB in the latitude.
Sample A latitudinal 80S/2 fabric is soft, non-scaling, liquid ammonia soft finishing, tearing strength can guarantee more than 7N after 80 times of washing, meet the shirt standard requirements. The liquid ammonia tide cross-linking fabric is the highest in various finishing methods after washing, and 12N after washing 100 times. Sample B latitude 40S soft and non-iron finishing fabric 30 times after washing, the tearing strength is lower than 7N, liquid ammonia soft and liquid ammonia non-scaling fabric is less than 7N after 50 times washing, tide cross-linking fabric can guarantee 100 times 10N or more after washing. Therefore, the high-density high-density oxford fabric has a small latitudinal density, and the latitudinal direction is preferably a high-strength plied yarn, which has high strength and strong washability.
3.4 Changes in permeability of fabrics before and after repeated washing
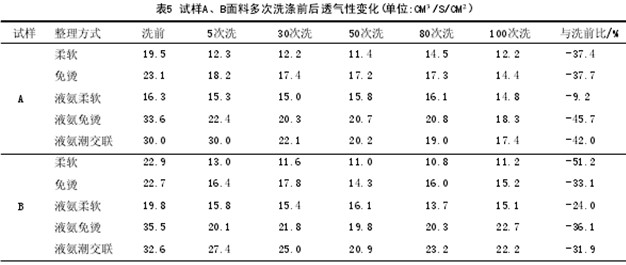
It can be seen from Table 5 that as the number of washings increases, the gas permeability gradually decreases. The main reason is that the fabric is clear before washing, the yarn is fluffy after washing, the gap between the fibers is blocked, and the air permeation amount is relatively reduced. The various finishing methods are slightly better than the liquid ammonia tidal cross-linking and the liquid ammonia-free scalding. This is because the flatness of the fabric after finishing by these processes is improved.
3.5 Changes in water absorption before and after repeated washing of fabrics
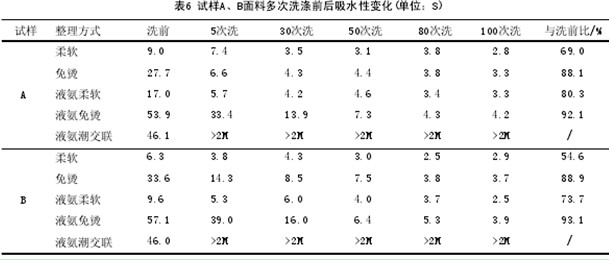
It can be seen from Table 6 that in addition to the moisture cross-linking finishing fabric, the fabrics of other finishing methods are gradually shortened as the washing times increase, and the water absorption of the fabric is gradually enhanced.
The soft-finished oxford fabric has better water absorption and absorbs water instantaneously after washing, which has a great relationship with the loft after fiber washing. The woven fabric of the woven fabric of liquid ammonia-free and tidal cross-linking is poor in water absorption before washing. The woven fabric of tidal cross-linking is changed from water-absorbing before washing to non-absorbent. This is mainly due to the prolongation of fiber macromolecules after cross-linking. A decrease in the water-based group -OH.
3.6 Changes in appearance flatness and wrinkle recovery angle after repeated washing of the fabric
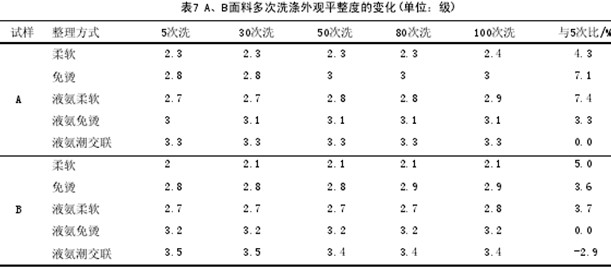
Table 7 The change of the flatness of the appearance of A and B fabrics (unit: grade) is shown in Table 7. The flatness of the fabric is increased by half level after the finishing of the fabric or liquid ammonia finishing, and the liquid ammonia is not increased by nearly 1 Grade, the degree of scalding after liquid ammonia tidal crosslinking increased by more than 1 grade. Through the wrinkle recovery angle detection (see Table 8), it can also be seen that the fabric has a significant increase in wrinkle resistance after being subjected to ironing or moisture crosslinking.
Regardless of the fabrics used in the above-mentioned processes, their crease resistance is inconsistent under different humidity conditions, but one thing is common. The moisture content of the finished product is equivalent to the moisture content during cross-linking, and the wrinkle resistance is the most. Good [1] , which is why the cross-linked fabrics tend to have the best crease resistance when actually worn.
With the increase of the number of washings, the softness of the soft, liquid ammonia and the flatness of the non-iron fabric after washing are improved. The main reason is that the fibers are bulky after washing, and the flexibility of the yarn is increased.
The wrinkle recovery angle of various finishing methods has a tendency to decrease with the increase of the number of washings, and is inconsistent with the tendency of the flatness of the appearance after washing. The reason for the analysis is that the fibers are fluffy after repeated washing, the saturation force is lowered, and the yarn endurance is weakened.

3.7 Changes in color and gloss before and after repeated washing of fabrics

It can be seen from Table 9 that the ordinary soft color is more white, the color changes greatly after multiple washings, and the gloss is reduced more, but the color washability of the fabric after liquid ammonia, non-ironing, moisture crosslinking, etc. This is improved because the ability of the dye to precipitate out of the fiber interior is reduced after finishing the above process. In addition, the fabric of the sample A in the latitudinal direction 80S/2 is slightly better than the 50 times in the latitudinal direction 40S of the sample B, and the color change is not much different. The main reason is that the knitted yarn of the plied yarn fabric is shorter than the single yarn after washing. neat.
4 conclusion
The oxford fabric of the liquid ammonia tidal cross-linking finishing process has excellent comprehensive performance after washing, and has excellent washing durability, flatness after washing, gas permeability, strength, luster, etc., but poor water absorption.
Compared with the latitudinal 40S, the latitudinal 80S/2 fabric has superior tearing strength and washability, strong wear resistance, slightly better gloss, and little difference in other aspects.
5 References
[1] Yan Kelu, editor-in-chief. The first volume of the Dyeing and Finishing Technology Course, Beijing: China Textile Press, 2005.9.
Camlock Coupling,Cam And Groove Fittings ,Cam Lock Connectors ,Cam Lock Hose Fittings
Plastic Tube, Pipe & Hose Co., Ltd. , http://www.hydraulic-couplings.com